Торець і свердло U2PRW призначене для
обробки ламелей і меблевих фасадів з
масиву дерева або МДФ. Верстат працює
в напівавтоматичному циклі. За один
цикл верстат виконує: різання під
заданим кутом (в діапазоні 45 - 90
градусів) і свердління в застрялій
площині або кромці елемента.
– зроблено в Польщі
ТЕХНІЧНІ ПАРАМЕТРИ:
висота матеріалу, що розрізається: 60
мм
ширина матеріалу, що розрізається під
кутом 45 70 мм
ширина матеріалу при 90 150 мм
довжина матеріалу, що відрізається 2200
мм
мінімальна довжина відрізаного
матеріалу 45 455 мм
Діаметр основної пилки 250 або 300 мм
діаметр задирки 100 мм
діаметр нижньої фрези 35 мм
глибина фрезерування дна 15 мм
Посадковий діаметр торцевих свердел і
нижньої фрези 10 мм
Свердлильна головка (торцеве
свердління):
4 шпинделя
відстань між осями шпинделя 32 ; 32 ; 40
мм
Лінійна шпиндельна система
глибина торцевого свердління 60 мм
встановлена потужність 7 кВт
робочий тиск 0,6 МПа
Розміри (довжина/ширина/висота) 4300 / 1600
/ 1570 мм
Обробні вузли
Верстат оснащений двома обробними
вузлами. Лівий блок, який постійно
прикріплений, і правий, який є
розсувним. Кожен обробний вузол
складається з наступних компонентів
– агрегатів: основної пилки,
підрізача, свердлильного вузла, який
свердлить у застряглій площині, і
свердлильного вузла, який свердлить
нижню частину елемента.
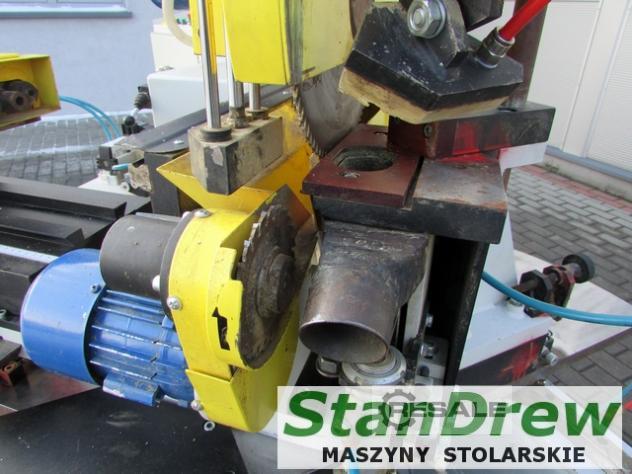
Блок свердління нижнього отвору
Цей пристрій встановлюється
додатково. Використовується при
обробці кутових стрічок для дверних
коробок з регульованою шириною. Він
свердлить глухий отвір для
розподільної коробки. На малюнку
показаний навісний червоний захисний
кожух, який одночасно є основою для
оброблених кутових смуг і захисного
кожуха з стружковідсмоктувачем.
Тиск заготовки
Верстат також оснащений системою
затискачів, що працюють в двох
площинах. Зона тиску складається з
горизонтальних і вертикальних
затискачів. Горизонтальні затискачі
відповідають за притискання до
вертикальних підстав і випрямлення
елемента. З іншого боку, S51240916
вертикальні відповідають за
знерухомлення елемента при
механічній обробці. Горизонтальний
затискач завжди обганяє
вертикальний.
Контроль
Управління машиною зрозуміле, просте
у використанні і функціональне. Він
дозволяє вмикати або вимикати всі
генератори окремо, додатково
розділені на ліву та праву сторони.
Всі агрегати мають незалежний привід.
Правий обробний вузол регулюється
натисканням кнопок управління на
панелі управління. Виконавчий
механізм являє собою редуктор з
електродвигуном, що приводить в рух
трапецієподібний гвинт. Для
зчитування і регулювання довжини
заготовки існує електронна система
управління США з пультом оператора і
цифровим індикатором. Ця система
також відповідає за автоматичну
корекцію показань лічильника при
зміні кутів різання 45 і 90. Крім того,
він відповідає за автоматичне
самонаведення.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


 Польща
83-33 Miechucino
Польща
83-33 Miechucino