A mitra e broca U2PRW é projetada para processar ripas e frentes de
móveis feitas de madeira maciça ou MDF. A máquina-ferramenta opera
em um ciclo semi-automático. Durante um ciclo, a máquina executa:
corte em um determinado ângulo (na faixa de 45 - 90 graus) e
perfuração em um plano atolado ou borda do elemento.
– fabricado na Polónia
PARÂMETROS TÉCNICOS:
Altura máxima do material a cortar: 60 mm
Largura máxima do material a cortar num ângulo de 45 70 mm
Largura máxima do material a 90 150 mm
Comprimento máximo do material cortado 2200 mm
Comprimento mínimo do material cortado a 45 455 mm
serra principal diâmetro 250 ou 300 mm
diâmetro de pontuação 100 mm
Diâmetro máximo do cortador inferior 35 mm
Profundidade máxima de moagem do fundo 15 mm
diâmetro do assento de brocas de face e fresadora de fundo 10 mm
Cabeça de perfuração (furação facial):
4 eixos
espaçamento axial do fuso 32 ; 32 ; 40 milímetros
Sistema de fuso linear
Profundidade máxima de perfuração da face 60 mm
potência instalada 7 kW
pressão de trabalho 0,6 Mpa
dimensões (comprimento/largura/altura) 4300 / 1600 / 1570 mm
Unidades de maquinação
A máquina está equipada com duas unidades de usinagem. A unidade
esquerda, que está permanentemente ligada, e a unidade direita, que
está deslizante. Cada unidade de usinagem é composta pelos seguintes
componentes – agregados: a serra principal, a subcortadora, a
unidade de perfuração que perfura em um plano atolado e a unidade de
perfuração que perfura na parte inferior do elemento.
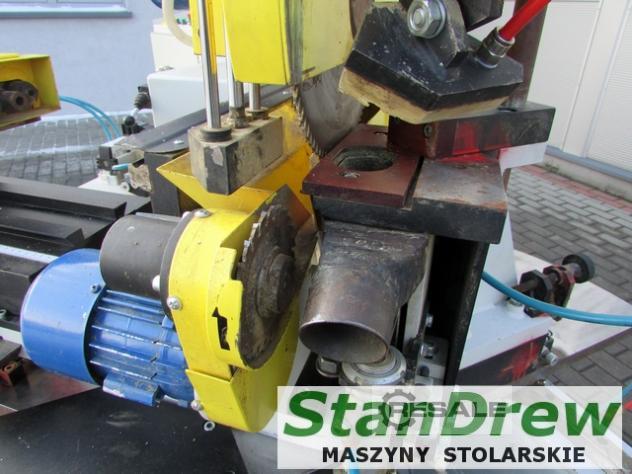
Unidade de perfuração de furo de fundo
Esta unidade é opcionalmente instalada. É usado no processamento de
bandas de canto para caixilhos de portas com largura ajustável. Ele
perfura um poço cego para a caixa de junção. A imagem mostra o
protetor vermelho montado, que é ao mesmo tempo a base para as tiras
angulares usinadas e o protetor com o extrator de chips.
Pressão da peça
A máquina-ferramenta também está equipada com um sistema de grampos
que trabalham em dois planos. A zona de pressão é constituída por
grampos horizontais e verticais. Os grampos horizontais são
responsáveis por pressionar as bases verticais S6140916 e endireitar
o elemento. Por outro lado, os verticais são responsáveis pela
imobilização do elemento durante a usinagem. A braçadeira
horizontal ultrapassa sempre a braçadeira vertical.
Controlo
O controle da máquina é claro, fácil de usar e funcional. Ele
permite que você ligue ou desligue todos os geradores separadamente,
adicionalmente divididos em lados esquerdo e direito. Todas as
unidades têm uma unidade independente. A unidade de usinagem à
direita é ajustada pressionando os botões de controle no painel de
controle. O atuador é uma caixa de velocidades com um motor elétrico
que aciona um parafuso trapezoidal. Para ler e ajustar o comprimento
da peça, há um sistema de controle eletrônico US com um painel
operador e um indicador digital. Este sistema também é responsável
por correções automáticas nas leituras do medidor ao alterar os
ângulos de corte de 45 e 90. Além disso, é responsável pelo homing
automático.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


 Polônia
83-33 Miechucino
Polônia
83-33 Miechucino