Le foret à onglets et perceuse U2PRW est conçu pour le traitement
des lattes et des façades de meubles en bois massif ou en MDF. La
machine-outil fonctionne selon un cycle semi-automatique. Au cours
d’un cycle, la machine effectue : la coupe à un angle donné (dans
la plage de 45 à 90 degrés) et le perçage dans un plan ou un bord
coincé de l’élément.
– fabriqué en Pologne
PARAMÈTRES TECHNIQUES :
Hauteur max. du matériau à couper : 60 mm
Largeur max. du matériau à couper à un angle de 45 à 70 mm
Largeur max. du matériau de 90 à 150 mm
Longueur max. du matériau coupé 2200 mm
Longueur min. du matériau coupé à 45 455 mm
Diamètre de la scie principale 250 ou 300 mm
Diamètre de l’inciseur 100 mm
Diamètre max. de la fraise inférieure 35 mm
Profondeur de fraisage inférieure max. 15 mm
Diamètre d’assise des forets à surfacer et de la fraise
inférieure 10 mm
Tête de perçage (perçage frontal) :
4 broches
espacement axial de la broche 32 ; 32 ; 40 millimètre
Système de broche linéaire
Profondeur de perçage max. 60 mm
puissance installée 7 kW
pression de service 0,6 Mpa
Dimensions (longueur/largeur/hauteur) 4300 / 1600 / 1570 mm
Unités d’usinage
La machine est équipée de deux unités d’usinage. L’unité
gauche, qui est fixée en permanence, et l’unité droite, qui est
coulissante. Chaque unité d’usinage se compose des composants
suivants – agrégats : la scie principale, la fraise
sous-exécutante, l’unité de perçage qui perce dans un plan
bloqué et l’unité de perçage qui perce la face inférieure de
l’élément.
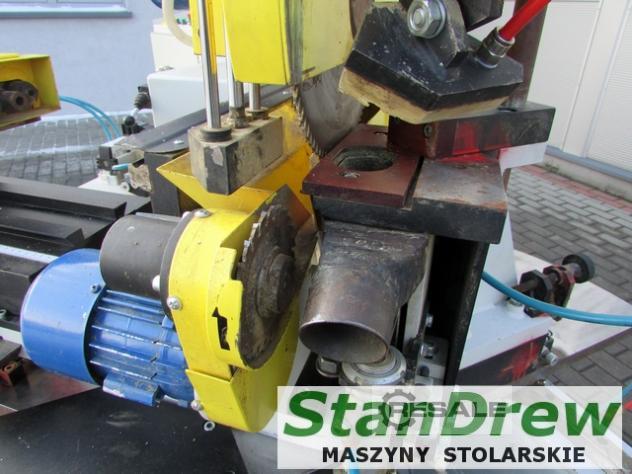
Unité de perçage de trou inférieur
Cet appareil est monté en option. Il est utilisé dans le traitement
des bandes d’angle pour les cadres de porte à largeur réglable. Il
perce un trou borgne pour la boîte de jonction. L’image montre la
protection rouge montée, qui est à la fois la base pour les
cornières usinées et la protection avec l’extracteur de
copeaux.
Pression de la pièce
La machine-outil est également équipée d’un système de pinces
fonctionnant sur deux plans. La zone de pression se compose de pinces
horizontales et verticales. Les pinces horizontales sont chargées
d’appuyer contre les bases verticales et de redresser l’élément.
D’autre part, les verticales sont S6140916 responsables de
l’immobilisation de l’élément lors de l’usinage. La pince
horizontale dépasse toujours la pince verticale.
Contrôle
La commande de la machine est claire, facile à utiliser et
fonctionnelle. Il vous permet d’allumer ou d’éteindre tous les
générateurs séparément, divisés en deux parties, l’une gauche
et l’autre droite. Toutes les unités disposent d’un entraînement
indépendant. Le réglage de l’unité d’usinage à droite
s’effectue en appuyant sur les boutons de commande du panneau de
commande. L’actionneur est une boîte de vitesses avec un moteur
électrique entraînant une vis trapézoïdale. Pour lire et régler
la longueur de la pièce, il y a un système de contrôle
électronique US avec un panneau de commande et un indicateur
numérique. Ce système est également responsable de la correction
automatique des relevés du compteur lors de la modification des
angles de coupe de 45 et 90. De plus, il est responsable de la
localisation automatique.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


 Pologne
83-33 Miechucino
Pologne
83-33 Miechucino