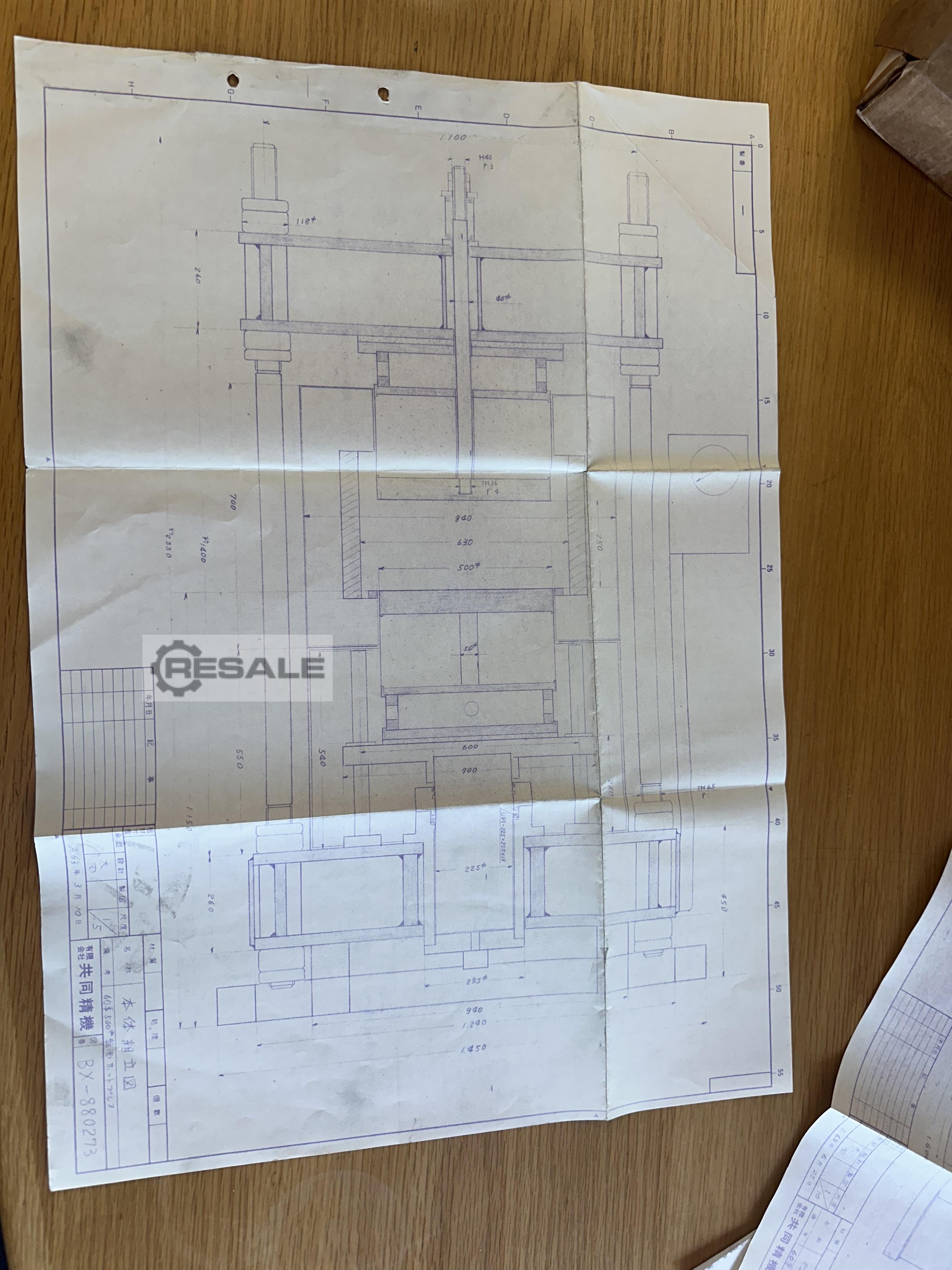
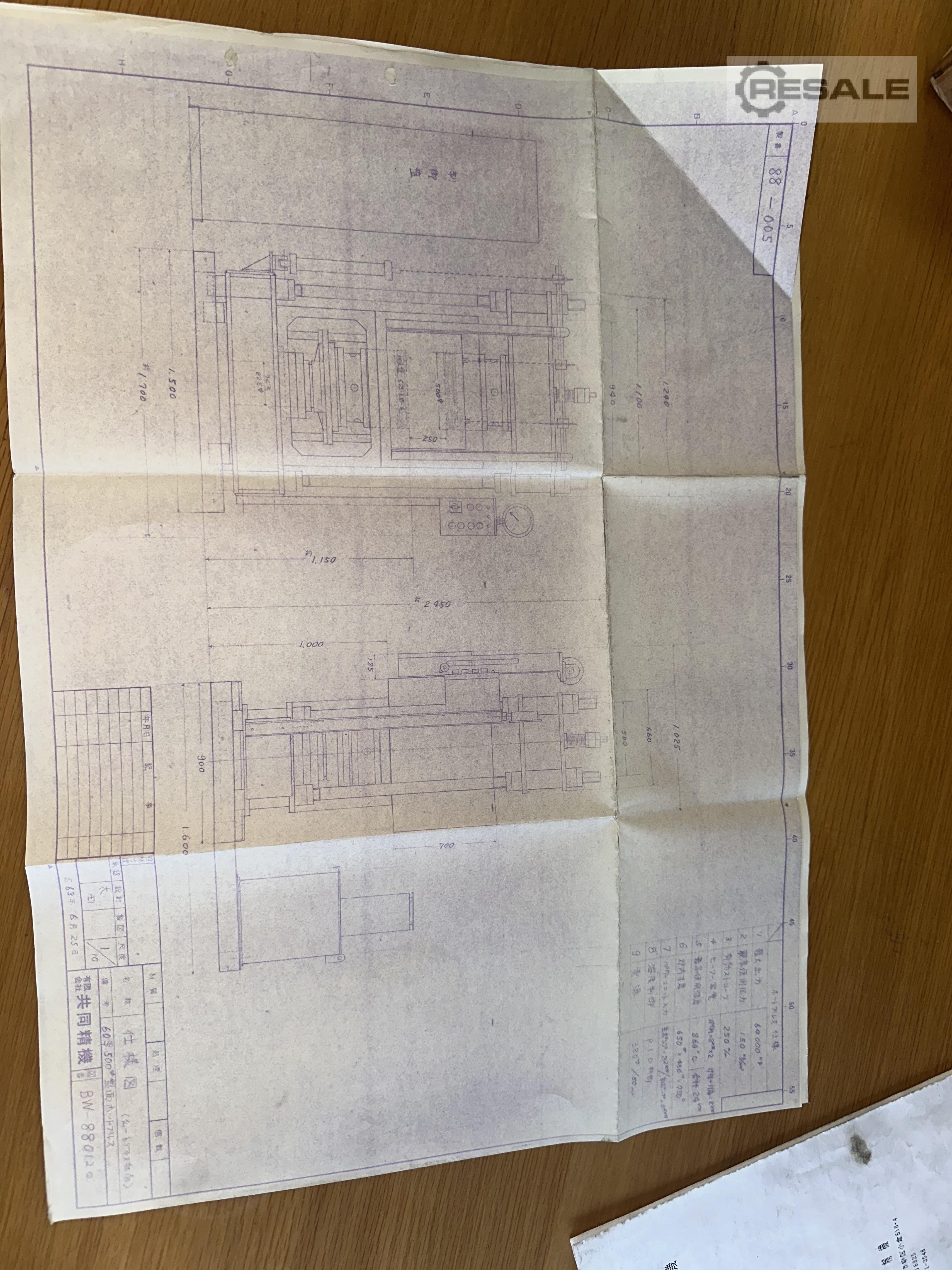
用于金刚石切割盘的液压压机
60phi500phi板式炉中压成形机
说明书
1988.6.25
共同精气株式会社
邮寄:211 518-4
埼岩区小仓市,川崎市,神奈川市,日本
电话:044(544)6925
传真:044-541-3546
1. 机器规格
1)最大输出:60,000 公斤
2)最大输出压力:150 kg/cm²
3)有效行程:250毫米
4)炉子尺寸:
- 水平侧:8千瓦×2
- 后侧(带门):8千瓦 24千瓦
5)加热温度:860摄氏度
6)内部尺寸:W650毫米×直径450毫米×深750毫米
7)电源输入:
- 主泵:2.2千瓦×4极
- 辅助泵:0.4千瓦×4极
8)油箱容量:120升(ISO。VG32-56等效液压油)
9)温度控制:Silister P.I.D 控制
10)真空:4级415伏特 - 50Hz
2. 机器安装
1)将印刷机本体安装在平面上。如果可能的话,用锚
栓固定。
2)将控制面板放置在压机左侧,避免炉子直接加热。
3. 管道连接
1)放置压榨机后,连接冷却水和排水管道。
- 将进出口管道连接到印刷机后部指定的端口。
2)插入一根炉式燃气软管(丙烷或天然气),并将其
连接到侧面前方的燃气进气口。
- 用夹子固定燃气软管并牢固连接。
4. 电气布线
1)安装印刷机和控制面板,并将主电源连接到下方的
端子(R.S.T)——将电源线从平台下方通过指定的孔�
�接。
2)对于二次布线,将电缆从压床本体拉到控制装置内
的端子——将电缆固定在底部角落,并通过柔性导管�
��接。
5. 液压油
1)油入口位于泵单元的左上角。使用油下显红的机油
查看器,相当于ISO的。VG32-56级机油。大约加满100~110�
�。
2)确保所有油箱的排水阀都关闭。
完成上述步骤后,60 S 500P
热压机已准备好投入运行。
6. 操作
1)加热器控制面板
打开面板左侧的电源开关。
根据操作说明设置主加热器的温度控制旋钮。
转动电流限位盘。
将选择开关设置为 inchNormalinch。
根据需要调整限流盘(C.L.)。最大电流大约是70A。
使用第一周,保持上述数值在60-80%。
将气缸油加热温度控制器的温度设置为60~70摄氏度。�
�旦设定好,
加热器和冷却风扇会自动开关。
如果主电源被关闭后又重新开启,
重新打开加热器控制面板电源,并将选择开关设置为�
��寸正常英寸。
设定定时器后,加热器会自动开机。最长可预约时间�
��78小时。
2)新闻业务
在压床台水平调整时,限位开关由气动装置激活
左侧面板内侧的圆柱体。发货时设置为与速度对应
切换并下降位置。根据工作环境调整速度开关。
按下按键控制面板上的主操作启动按钮。指示灯会亮�
��。
把选择开关设为手动。
3)自动操作
设置加热器控制面板,按定时器到指定时间。(最长6
0分钟)
将操作面板选择开关切换到自动。如果压板不在下压�
��置,则
蜂鸣器响起,下降操作开始。按压时间会在两者之后�
��始
加热器和控制计时器达到设定值。
你可以以1秒为单位调整按压时间。
按下门开开关打开门,调整工件。
按下自动启动开关。压迫压力由压力控制阀在
操作面板。
按下门关闭开关来关门。
当按压计时结束时,压机会自动下降并停在下限
换。
蜂鸣器响起,通知行动结束。
7. 配饰
1)一套特制耐热压板(由特殊瓷砖制成)
2)1个面板加热器组
3)一组传感器和引线
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


 英国
0 Aldridge
英国
0 Aldridge